




Design and molding. When it comes to custom plastic injection molded parts, these two undertakings must be considered together. As a top manufacturer of custom plastic injection molded parts, we know a thing or two about design. In this article, we’ll break down the absolute best plastic injection molded design tips. Here’s what you need to know.
Plastic Injection Molding Tip #1: Begin with the End in Mind
Have you read “The 7 Habits of Highly Effective People” by Stephen Covey? You might remember habit no. 2: “Begin with the end in mind.” This principle also applies when it comes to designing and molding plastics. For plastics, that means starting where the plastic injection molded part will end up — the environment.
Perhaps you already know the material properties of plastic are sensitive to temperature, chemicals, stress and time. And when it comes to optimal design and molding of plastics, you may also know the importance of considering these stressors as they relate to one another, and as they relate to the environment. Remember: when dealing with these stressors, they cannot be considered individually.
Just take Nylon, for example. Nylon handles high heat well, and, apart from being hygroscopic, Nylon does not mind water. But put Nylon in hot water, at say -95°C, and it resembles a thick mucus. The deformity of a solid material, or creep, occurs due to time and stress, and extreme temperatures increase the rate at which a material creeps. This only begins to scratch the surface of things to consider when it comes to design and molding.
With your designs, be sure to keep in mind the implications for finite element analysis (FEA). The properties listed in material data sheets are prepared from samples with particular sizes and shapes, samples with certain mold filling directions, and samples that have been subjected to a specific rate of load, at a specific temperature and humidity. For this reason, the properties listed in material data sheets may be inapplicable.
Usually, design guides have information that can help you “knock down” properties. Molding itself can have a large impact on the performance of a part. Processing parameters, gate orientation, use of regrind and even storage, can affect strength. Again, look to Nylon: it becomes stronger when soaked in water. When it comes to pressing together parts in an assembly, water soaking is an effective way to condition parts prior to applying the stresses of assembly.
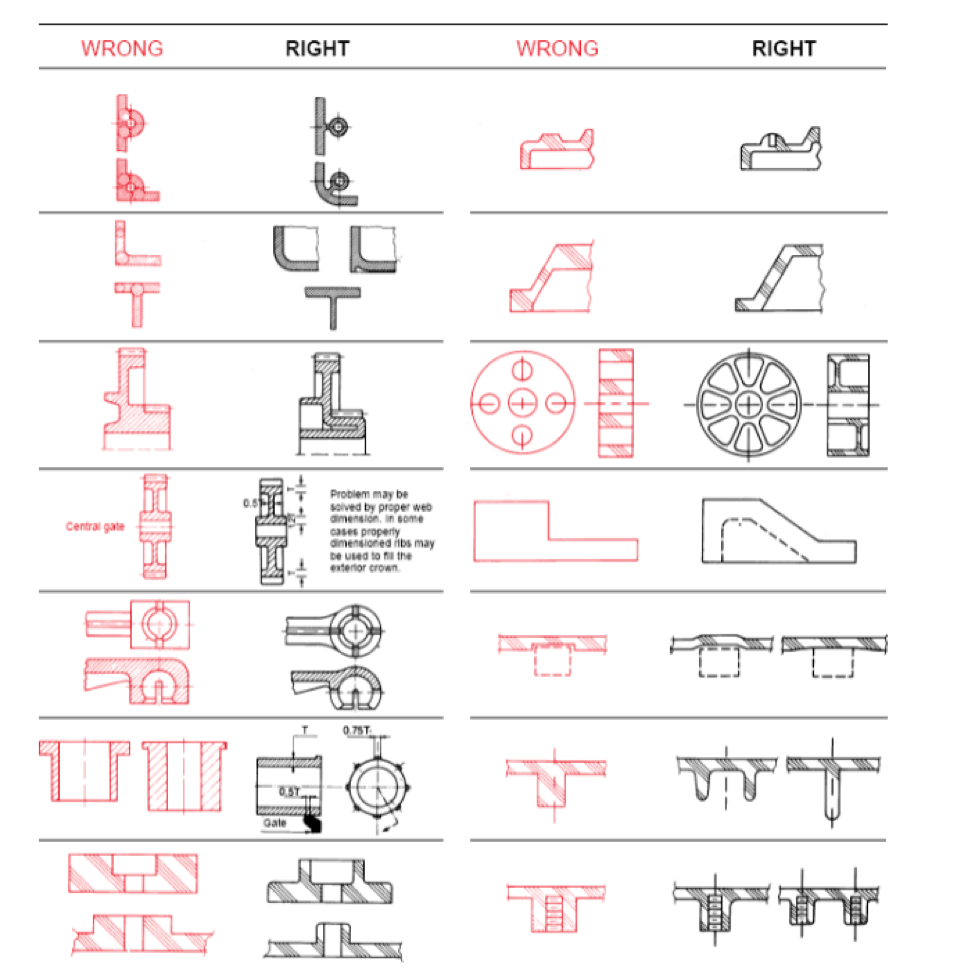
Plastic Injection Molding Tip #2: Design for Uniform Wall Thickness
When it comes to designing custom molded plastic parts, it is important to design for uniform wall thicknesses.Here are some examples of common design flaws and their solutions.
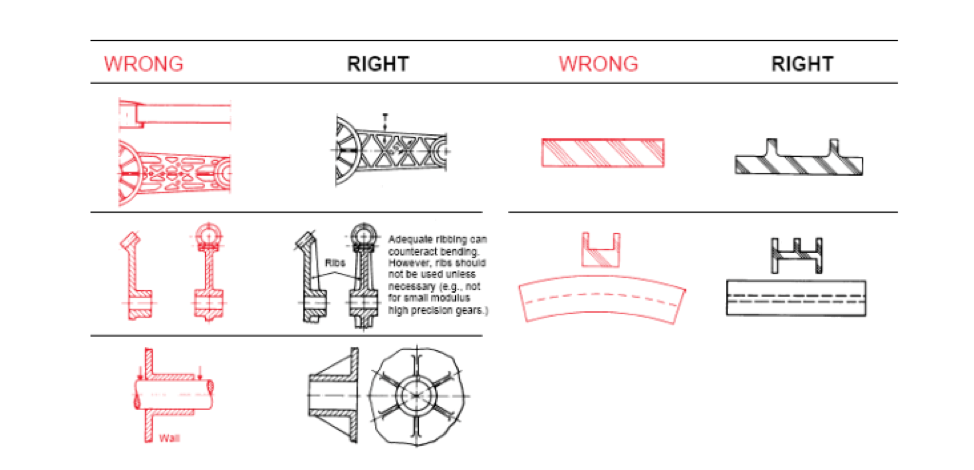
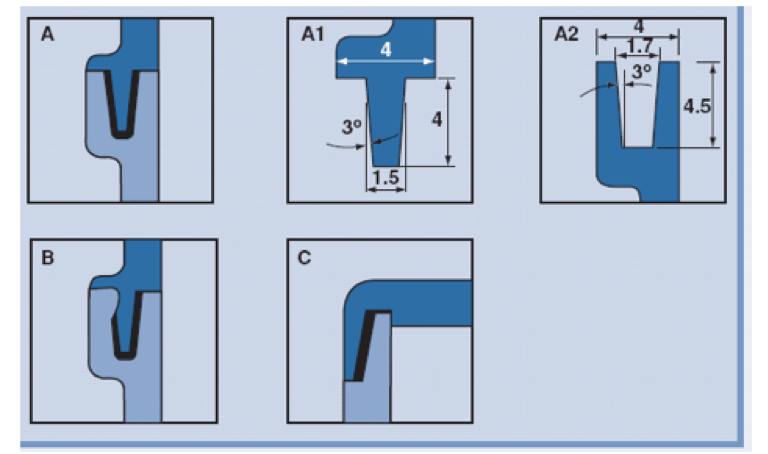
Plastic Injection Molding Tip #3: Design for Ribbed Walls
As a general rule and except for thin-walled parts as noted below, support ribs should be approximately 1/2 as thick as the primary wall to prevent sink at the intersection. Radii at the intersection should be 1/4 of the primary wall thickness. The diagram below outlines common issues and solutions for ribbed walls.
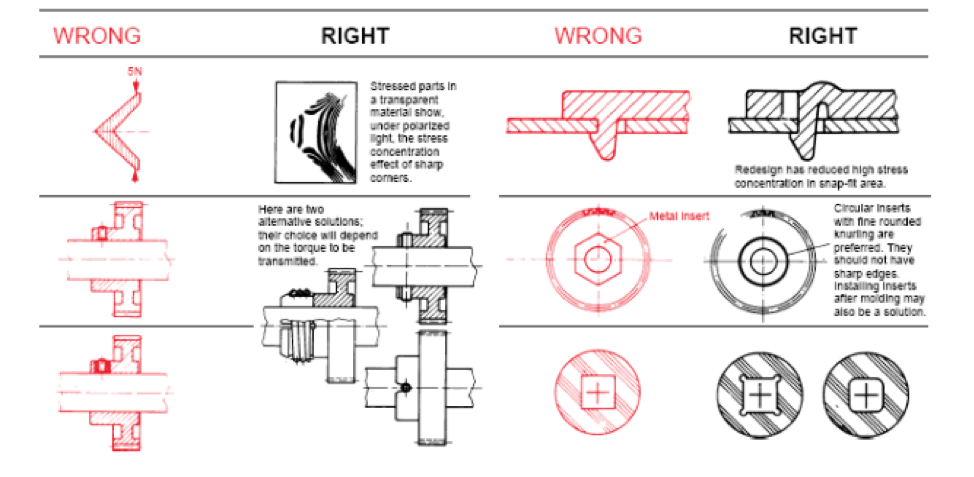
Plastic Injection Molding Tip #4: Design for Areas Prone to Stress Concentration
Stress risers should always be avoided in plastic. Below are common design flaws and associated solutions here.
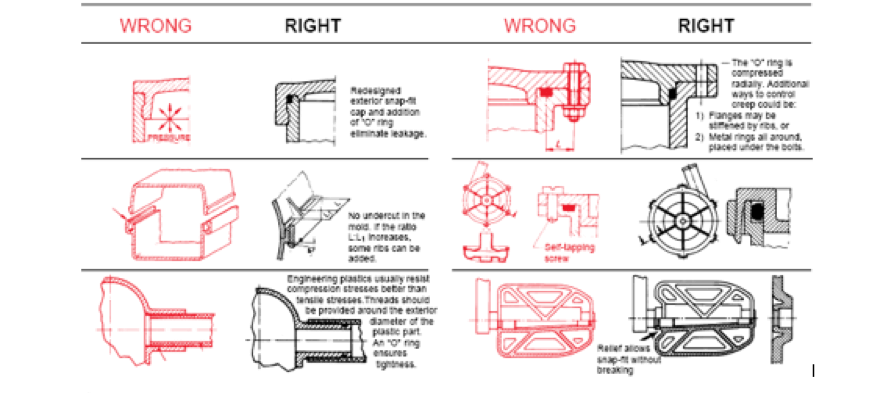
Plastic Injection Molding Tip #5: Design for Assembly
Because of the flexibility that plastic parts allow, many people will try to get a little too creative. Here are some common errors and the preferred designs.
Beyond Tips for Plastic Injection Molded Parts
Apart from the tips we’ve covered, there are also design considerations involving compression limiters, adhesive joints, markings, cavities and thin-walled plastic parts. Let’s take a closer look.
Compression Limiters and Custom Molded Plastic Parts
What do you do when you have to bolt a plastic piece to another part? That’s where compression limiters come into play. At RL Hudson, we have executed a wide variety of designs with compression limiters. Whether it’s molded compression limiters with grooves, knurling or incorporating other retention features directly into parts, our experience with custom molded plastic parts and compression limiters runs the gamut. In fact, in order to retain the part, we have executed assemblies using retention features and a groove in the limiter.
Adhesive Joints
Adhesive joints can be very strong when designed correctly. We prefer to use the adhesive just for structural purposes. If a pressure tight seal is required, it may be advisable to incorporate a seal in the joint. The image below shows the preferred joint design for perimeter joints.
Markings, Identification, etc.
Material Codes
Material Marking Codes, e.g. <PA G33>, should be to ASTM D etc.,etc., etc. for plastic.
Date Codes
We prefer to use indexable date code of the form below. If there is not sufficient space, other forms such as changeable pins with single digits may be used.
A complete line of standard date code wheels is available through RL Hudson and in Asia.
Cavity ID
If there is more than one cavity in the tool, we prefer to have a cavity ID to assist in possible corrective action situations where one bad cavity may exist. The preferred format would be a number. However, if space is tight or pulls make it difficult, a series of dots, i.e. one dot for cavity one, two for cavity two, etc, is more than adequate.
Thin-Walled Plastic Parts
Parts are considered “thin-walled” when the ratio of low length to wall thickness exceeds 100:1
Thin-walled parts require very fast filling at 10-20″ per second. This requires increased ejection forces. As a result, the tooling may need to be much stouter than ordinary tools and special molding machinery may be required. A smaller barrel will alleviate problems caused by “residence time” or how long material stays heated in the barrel. Draw polishing the mold in the direction of injection will help ejection.
Ribs in thin-walled parts may be thicker than in ordinary parts. Rib thicknesses up to 100% of wall thickness may be used. 3:1 thickness transitions (length of transition 3 times the depth of the transition) should be used at a minimum.
These are just a few design tips and considerations for plastic injection molding. At RL Hudson, we deliver molded plastic components that drive