




Plastic welding increases design flexibility, but each method has it’s pros and cons.
The four major plastic welding techniques are hot plate welding, spin welding, vibration welding and ultrasonic welding. The basic principle of all four is simple: heat the surfaces to be bonded until they melt, press them together, and allow the welded joint to cool.
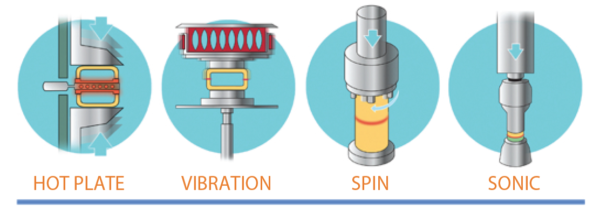
HOT PLATE WELDING This welding method consists of melting the plastic surfaces against a heated metal plate, removing the plate, and pressing the surfaces together. This is one of the oldest techniques. Hot plate welding is the least accurate in terms of control. And it is the slowest. It also generates the most flash. On the plus side, hot plate welding is less affected than other welding methods by dimensional changes, warpage, comonent shape and weld dimensions, making it possible to weld large parts such as tanks. It is also more flexible with respect to part design.
VIBRATION WELDING With vibration welding, the parts to be welded are brought into contact under a controlled load and are vibrated against each other at a controlled amplitude and frequency. The friction heats the surfaces and melts the plastic. After the
vibration stops, the joint is allowed to cool. This technique does not suffer from the potential oxidation problems of hot plate welding, or the weld symmetry limitations of spin welding. It is also a much faster and more accurate process than hot plate welding.
SPIN WELDING As the name implies, this method generates the heat required for melting the surfaces to be welded by spinning one part relative to the other while holding the two parts together under a controlled load. After a specified length of time, the spinning stops and the joint is allowed to cool. In contrast to hot plate welding, this technique requires a relatively small, circular weld zone (which limits design options) but is quicker (10-15 second cycle times).
ULTRASONIC WELDING In ultrasonic welding, the parts are held against each other under load and subjected to high frequency vibration in the load direction. This heats the material by hysteresis. Ultrasonic welding is by far the most accurate and quickest method, with cycle times of only a few seconds, but it is not generally suitable for larger parts. For ultrasonic welding to be successful, the top tooling, called the horn, must contact the parts within a quarter inch of the weld zone. This is known as “near field” welding.